
After doing a design check in cardboard - which helped me realize I needed to add holes opposite my tabs - I am ready to fabricate in sheet aluminum. I am using a softer aluminum sheet which I found on amazon, here.

I begin just as I did with my cardboard model - spray mounting the flat pattern I printed from Autodesk Inventor onto an appropriately sized piece of aluminum.


Next, I prepare for drilling by center punching all of my holes...


The divot left by the center punch will help guide the drill bit into the center.

I also do the same for all of the inner-corners of the design - I will be drilling holes here as well to aid in cutting the pattern out later.


For the next series of steps, I always make sure to protect my eyes. Tiny bits of aluminum flying into my corneas does not sound like a particularly pleasant experience...

I start by drilling every place I marked with the center punch (holes and corners)... and for this step I use a drill bit JUST under 2mm in diameter. Shortly, I'll re-drill some of these holes with a bit that is slightly LARGER than 2mm...

With the <2mm bit, I drill each hole.




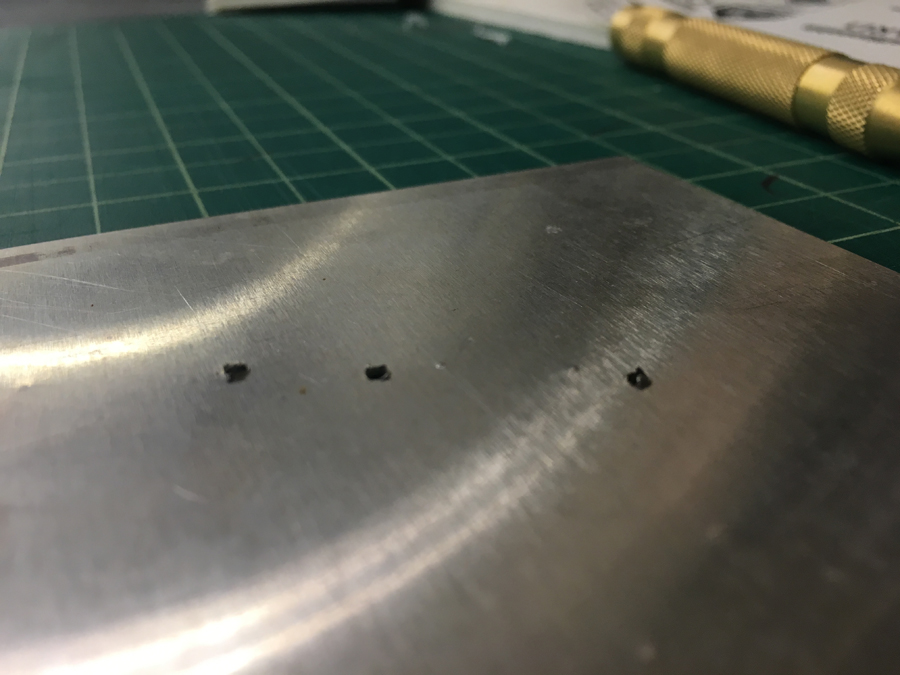
Next, I come back in with the >2mm bit, and re-drill the holes that my fasterner hardware (M2 bolts) will go through... but I leave the opposite holes (for me those are the ones on my tabs) small, so that M2 (2mm) bolts will actually thread into them.

Pictured above is a demonstration of what I'm talking about... the larger holes (on the right) allow to screws to pass through, while the smaller holes (on the left) require the bolt to actually thread into the aluminum. This way, I shouldn't need to use any nuts to hold the bolts in place.
You will find, when drilling aluminum with a standard drill bit, that you get a pretty nasty burr on the opposite side you drilled...

I like to clean these off with a countersink bit. By just touching it down onto each hole, I can quickly remove the burrs.

Here I am very careful not to go too deep with the countersink bit, or I could bore out the holes I just carefully drilled.

I also like to pre-thread my bolts into each of the smaller holes... this will make it easier to screw into them during the final assembly.

With the holes drilled, I am ready to begin cutting. I start with a tin snips for the simple straight cuts.

The holes I drilled at the inner-corners give me a place to terminate my cuts at...

Snip!


For finer detailed cuts, or intricate interior cuts, I use a jeweler's saw.

Which, if used properly, will cut through this aluminum like butter.

With the cuts complete, I am ready to score my bend lines.

For this, I'll be using a high-speed rotary tool / flex shaft and a cut-off disc. I like to protect my face for this, since the rotary tool with likely be shooting bits of aluminum in my direction...
I also like to wear a work glove so I don't have to worry about "scoring" my knuckles...

I always start by scoring a scrap of aluminum, to get a good feel for how deep I should score my actual piece.


Adding these score lines will be essential, as they will allow for very tight bends.


I like to use a piece of angle-steel as a straight-edge for scoring...

Here is a video demonstrating this process:


With the scoring done, I am ready to bend.

Thanks to the score lines, I can do many of the bends by hand. But for the smaller incricate bends, it can be helpful to use a pliers. I often use regular needle-nose pliers, but I cover the knurled surface with gaffer's tape to avoid scratching up the surface of my aluminum as I bend it...


Then I bend over each score line, little by little - going slowly with as much control as possible to avoid breaking the aluminum at the folds.

Once folded, I use M2 bolts to fasten each tab. Here, the bolts go through the holes in the surface, then thread into the smaller holes in the tabs.




Done!

I used this same method to create my other design, as well...




To make it look more like the original surface model (above) I used my DIY hydraulic press to force it into shape...

And finally, my sheet metal object is complete!






